 Рус
Рус Eng
Eng Қаз
Қаз Блр
Блр





Металлорукава от производителя по высоким стандартам ООО «УЗМ» в Уфе














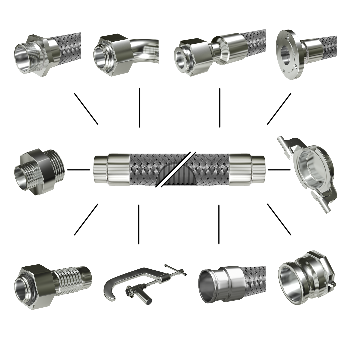










График работы в новогодние праздники
Уфимский Завод Металлорукавов поздравляет Вас с Новым Годом!
30.12.2022
День народного единства — график работы
Уфимский Завод Металлорукавов поздравляет Вас с Днём народного единства!
07.10.2022
День республики — работаем в обычном режиме
Уфимский Завод Металлорукавов поздравляет Вас с Днём Республики Башкортостан!
06.10.2022
«Уфимский завод металлорукавов»: лучшая цена и исключительное качество от местного производителя!
В машиностроительном производстве находят широкое применение металлорукава высокого давления. Они используются для транспортирования технологических сред между различными емкостями, имеющими сообщение в производственном процессе. Технологические среды могут быть сыпучими, жидкими, газообразными.
Свойства гибких трубопроводов
Изделия, производящиеся «Уфимским заводом металлорукавов» имеют возможность контактировать с агрессивными средами: кислотами, щелочами. Изделия сохраняют работоспособность в широком диапазоне температур: при высоких температурах и низких температурах. Дополнительное эксплуатационное преимущество – рукава работают при высоком давлении. Рукава сохраняют необходимую герметичность при транспортировании рабочей среды.
Фактически такие транспортные системы сочетают преимущества гибких коммуникаций (устойчивость к гидроударам, герметичность, удобство прокладку, химическую нейтральность) с плюсами жестких трубопроводов (механической прочностью, устойчивостью к повреждениям и негативному воздействию окружающей среды).
Лучший выбор для вашего предприятия
Рукава, произведенные на нашем предприятии в ООО «Уфимский Завод Металлорукавов» надежно выполняют заявленные свойства конструкции за счет применения специальных материалов, технологий и многослойной конструкции. Отдельные элементы всегда могут быть изменены под нужды заказчика: вы можете выбрать внутренний материал, гофру и внешнюю оплетку!
Конструктивные решения позволяют решать отдельные задачи, препятствующие разрушающему воздействию агрессивной среды на элементы конструкции. Для прочностной защиты фторопластовой трубки ее опоясывают нержавеющей проволокой с достаточно пластическими прочностными характеристиками. Сформированная металлическая оплётка создает устойчивый каркас, препятствующий внутреннему давлению транспортного канала.
Металлорукава в Уфе активно используются в машиностроении, приборостроении, энергетической, химической, медицинской и пищевой промышленности. Эти изделия соответствуют высоким гигиеническим требованиям и обеспечивают полную герметичность при транспортировке, поэтому пользуются таким успехом в самых разных сферах деятельности.
Мы предлагаем цены от производителя, гарантию качества и выгодные условия сотрудничества для долговременных партнеров. Позвоните нам, и мы расскажем больше. «Уфимский завод металлорукавов» – надежный партнер для вашего предприятия!